Bonjour,
Ce post est un wiki que nous pourrons éditer au fur et à mesure.
Il est centrée sur l’impression 3D résine, qui est dédié à l’impression de figurine et d’autre pièce de petite taille. La résine est un produit liquide qui va se solidifier au contact de la lumière (les UV). Cela s’appelle la polymérisation.
L’avantage de l’impression résine dans la figurine est d’avoir un rendu parfaitement lisse (pour la peau, les drapés ou les plaques de métal), avec une qualité digne d’un fabricant correct de figurine. (En gros, avec un peu de paramétrage, on fait mieux que du zombicide mais moins que du Games Workshop)
L’impression résine étant assez particulier, ce premier post essayera d’intégrer l’ensemble des informations nécessaire pour l’impression résine.
Nous parlerons des 2 imprimantes parmis les plus courantes en france en 2020: L’anycubic Photon (et se dériver la Photon S et la Photon Zero) et la Elegoo Mars.
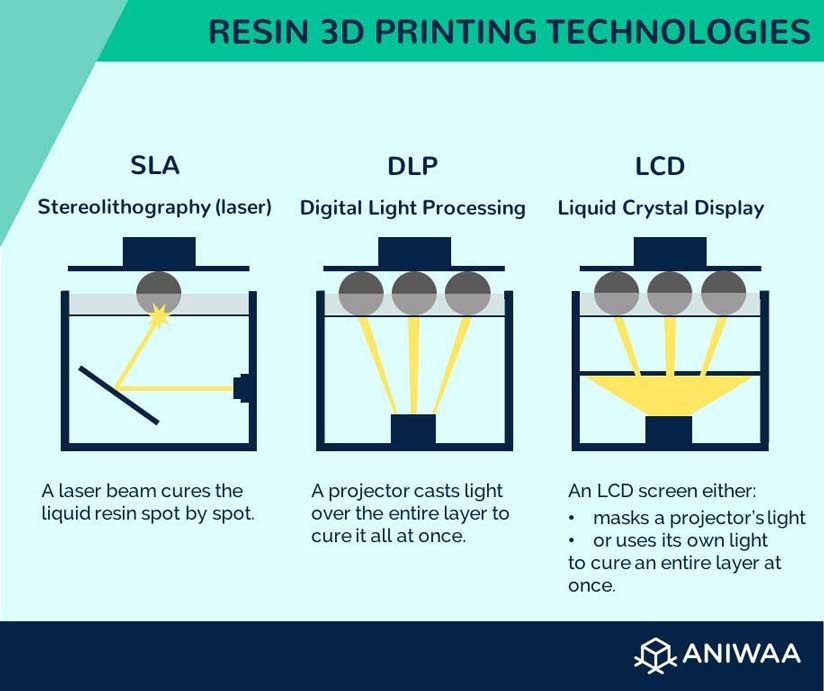
Ce sont des imprimantes LCD que l’on retrouve pourtant communément sous le nom de SLA (je n’ai pas encore compris le pourquoi de cette abus de langage).
Voila une présentation des 3 technos possible
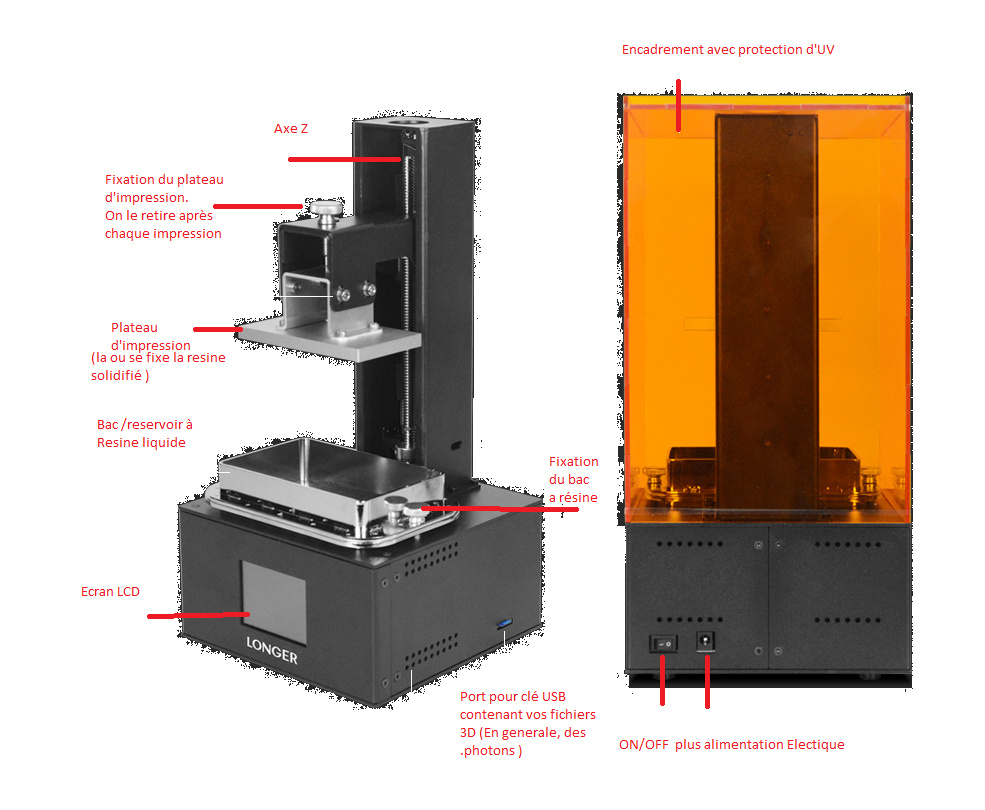
Avant de passer à la suite un petit schéma pour comprendre les différentes partie d’une imprimante SLA
On va passer assez vite sur la partie montage car les video youtubes feront ça mieux qu’un forum. (tappez unboxing XXXX sur youtube)
Montage
Contrairement à l’impression filament plastique, les imprimantes résines arrivent en generale déjà monté. Vous devrez parfois monter le bac en plastique (encadrement anti UV) sur certain modèle
Règlage du Plateau
Là aussi, le paramétrage reste plus simple qu’avec une imprimante à filament. Munissez vous d’un feuille de papier et rendez vous sur cette video:
Pour l’anycubic photon:

Pour l’elegoo mars, c’est ici:
")
Par rapport à la video, retirer le plateau et faite la technique de la feuille que vous pouvez tirer mais que vous ne pouvez pas pousser.
L’idée est que la résine liquide doit réussir à se faire prendre entre votre plateau et l’ecran entre chaque couche.
Preparation du Bac à resine liquide
Le bac arrive deja monté. Il se forme d’une structure metalique qui plaque un film transparent très leger. C’est probablement ce film qui est l’endroit le plus fragile de votre imprimante, faite attention.
Il me semble que c’est le réglage manuelle le plus délicat. Ce film, très fin (environ 150micron d’epaisseur ) doit etre bien tendu, si vous tappotez dessus, il doit vibrer à environ 325Hz (+ou- 50Hz)
Exemple d’un reglage de la tension de ce film:

Il y a des applications gratuite de smartphone pour accorder les guitares qui peuvent détecter les fréquences.
Avant de placer le bac, il faut bien verifier qu’il n’y ai pas de poussiere sur votre écran lcd, et des deux cotés du film transparent de votre bac.
Ce film transparent est considéré comme une sorte de consomable.
Voici une vidéo pour le changer:
ANYCUBIC Photon: How to Replace FEP Film
Choix de la résine
Il y a différent type de résine sur le marché, elles ont toutes des avantages et inconvénients. On les trouve en moyenne à 50€ le litre. A ce prix là, une figurine Donjon et Dragon de 28mm coutera environ 0,70€, un proxy space marine primaris (proche du 35mm) coutera 1€30 et par exemple, un char primaris anti gravité sera entre 15 et 20€. Bref, plus la pièce est grosse et moins la rentabilité sera évidente.
En paramètre à prendre en compte:
-
Type de fabrication: Resine chimique ou résine végétal, réputé moins polluante. (Dans la doc, il dise meme qu’on peut mettre les déchets au composte)
-
Type de nettoyage: Une fois l’impression terminé, il faudra nettoyer la pièce qui est encore toute poisseuse. Pour cela, la majorités des résines se nettoye avec de l’alcool isopropylique. On peut trouver cet alcool sur internet ou, plus simplement, dans votre pharmacie de quartier. Depuis peu, de nouvelle résine qui se nettoye à l’eau sont arrivés sur le marché. Je pourrais en faire en retour fin juin 2020.
-
Son opacités au UV : Si j’ai bien compris, plus une resine sera opaque, plus on réussira a être précis (C’est à dire que la polymérisation se concentrera sur un seul point sans s’étendre.
En autre point à prendre en compte, si vous jouez avec de gros bourrin ou si faire revivre les jeux siège ou « arbalète et catapulte »:
-
Sa dureté (hardness)
-
Sa capacités à se tordre ( Tensile Strenght avec le Mpa en unité de mesure)
Si vous avez des vrais besoin de flexibilité, il y a de la résine 100% flexible. Vous pouvez aussi mélanger des résines standart avec des resines flexible (20%) pour améliorer leur flexibilité et donc, les rendre moins cassante.
Le Slicing (L’adaptation de votre fichier 3D vers l’imprimante 3D resine)
[Chapitre Slicing En cours d’écriture]
-
Présentation des différents soft
-
Paramétrages de son soft de Slicing
2.1 Mise à l’echelle et disposition:
Si vous venez de prendre vos fichiers 3D depuis le web, il se peut que l’échelle du designer ne soit pas la même que l’echelle prévu ne correspondent pour votre jeu.
La taille d’une figurine se calcul depuis la distance entre ses pieds et les yeux.
Pour trouver une correspondance dans la taille, voici un tableau (gratieusement fournis par Eskice Miniature).
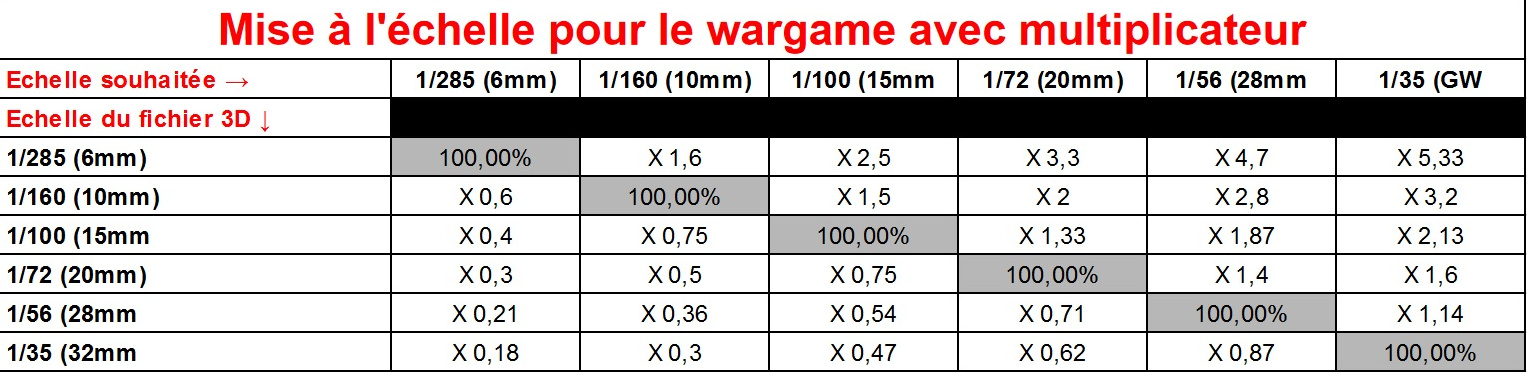
Pour trouver l’echelle de votre figurine sans passer par un soft, il suffit la faire pivoter et deplacer sur votre logiciel de slicing, qui à un quadrillage en fond. Vous pourrez ainsi retrouver la taille de votre plan.
Attention, plus l’échelle de jeu est petite, plus les fabriquant on l’habitude d’hypertrophier les têtes.
- Paramétrage de la résine utilisé
Chaque résine est différente et celle-ci necessitera des paramétrages différents dans votre Sliceurs.
Heureusement chaque résine a une documentation avec des caractéristiques conseillé. On peut y paramétrer sa densité/viscosités, son prix au litre et surtout, son temps d’exposition à la lumière, qui lui a une « zone d’exploitation variable ». Par exemple, sur la résine de base Anycubic, le temps conseillé est entre 3 et 15secondes.
3.1 Pourquoi je dois trouver le meilleurs temps d’exposition possible
Si vous ne laissez pas assez de temps d’exposition, la résine va commencer à polymériser mais sans finir, elle ne va pas accrocher à la couche précédente. Pire, elle va finir accrocher sur votre -si fragile- film FEP de votre bac à résine.
Un temps d’exposition trop long va faire polymériser les couches proche de la cible visé. C’est à dire que le rendu sera bien lisse mais le détail se perdrons. Le beau nez pointu d’elfe se transformera en gros nez de nain. 
3.2 Comment trouver le « meilleur » temps d’exposition
Actuellement, j’ai trouver deux techniques : Imprimer la même pièce avec le temps d’exposition moyen proposer. Puis de la ré-imprimé avec +2 et ré-imprimé avec -2seconde. En fonction du rendu final (attendez bien la fin de la cuisson UV), vous pourrez continuer à chercher le paramétrage le plus adéquate.
Il y a aussi des modèles 3D fournis (des fichiers .photons déjà slicé) qui ont deja des temps d’exposition different en fonction de la partie de la pièce. (Chercher Resin Calibration)
exemple pour la photon S:
Exemple pour Elegoo Mars:
Attention pour le fichier de départ, ne partez pas avec un temps inférieur à ce qui est recommandé pour votre résin sinon vous êtes bon pour coller de la resine le FEP de votre bac à resine.
3.3 Inventaire des résines:
J’ai trouvé un fichier excel regroupant beaucoup de resine et les « meilleurs » temps d’exposition possible.
Evidemment, c’est collaboratif donc il faut mieux de faire le test soit meme mais ça reste une bonne base de départ.
-
La couche de support
La couche de support (raft) est ce qui fait adhère l’impression au plateau.
Le Raft Slope est l’inclinaison de cette couche qui permet de la séparé facilement du plateau avec une spatule.
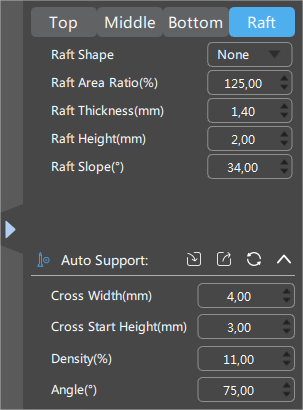
Pour les grosses pièces, vous pouvez augmenter la Density. -
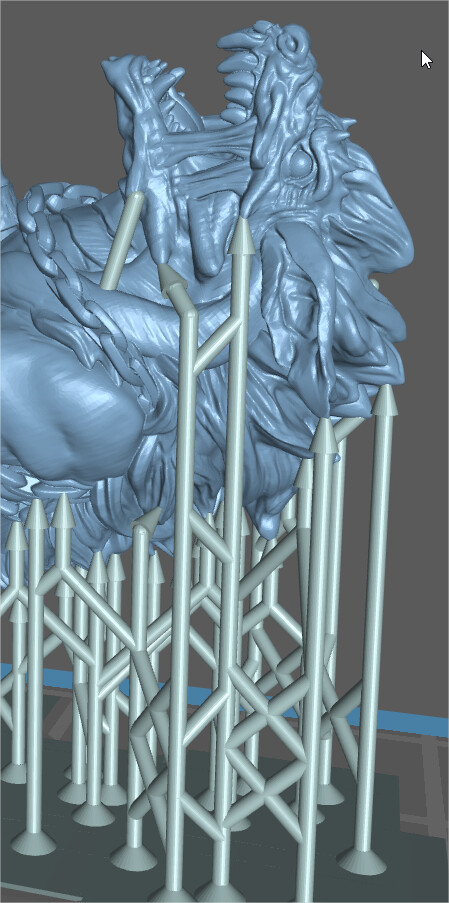
Ajout des tiges
Les tiges sont le maillages qu’il y a entre la pièce et la couche de support.
C’est elle qui « tienne » la figurine accroché au plateau malgré la gravité.
Le placement des tiges peut se faire à la main ou se fait calculé automatiquement par votre logiciel de slicing.
Il y a 2 types de tiges: Les premières qui seront les plus solide afin que la pièces adhères bien au plateau.
Le deuxième type de tige est utilisé quand il y a un « nouveau » morceau de votre modèle 3D qui n’est pas rattaché au précédent. C’est à dire que votre imprimante imprime couche par couche et en fonction du model, une partie du model n’est pas encore rattaché à votre figurine principale (par exemple, la garde de l’épée qui ne sera rattaché à la figurine que par la main/bras. Sans elle, la garde finirai au fond du bac.
Un exemple ici avec la patte avant de ce chien du chaos:
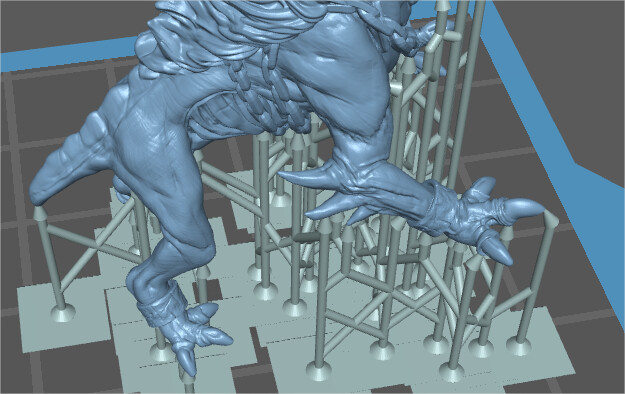
Sans tige, elle ne serait pas correctement imprimé car non attaché au corps.
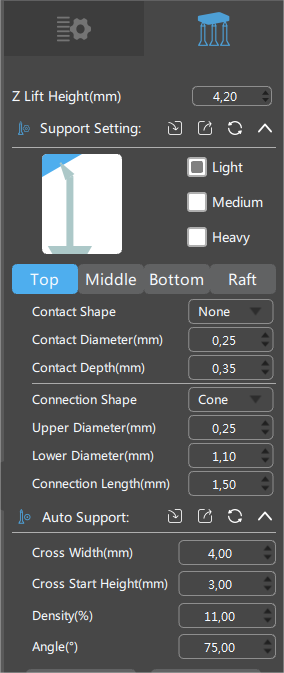
Voici le paramétrage pour les tiges que j’utilise depuis chitubox:
- Inclinaison de la figurine
C’est en posant les tiges que l’on aperçoit qu’il ne faut pas simplement posé la figurine sur le plateau. En effet, on s’apercevra que la plus part du temps, on va se retrouver avec une tige sur le nez et le menton, les points focaux des figurines…
Donc, on placera en priorité les tiges sur les parties « cachés » de la figurine où sur les partie « lisses », facile à travailler et à poncer.
Sur un humain, une inclinaison vers le dos d’environ 30° permet en generale d’éviter la tige sur le visage.
Cas particulier:
couche qui se superpose:
J’ai prefere l’impression à l’envers, quitte à retravailler sur le casque et les cheveux. Car à l’endroit, j’aurais du refaire chaque morceau d’armure alors que ce sera cette armure le point focal de ma figurine.
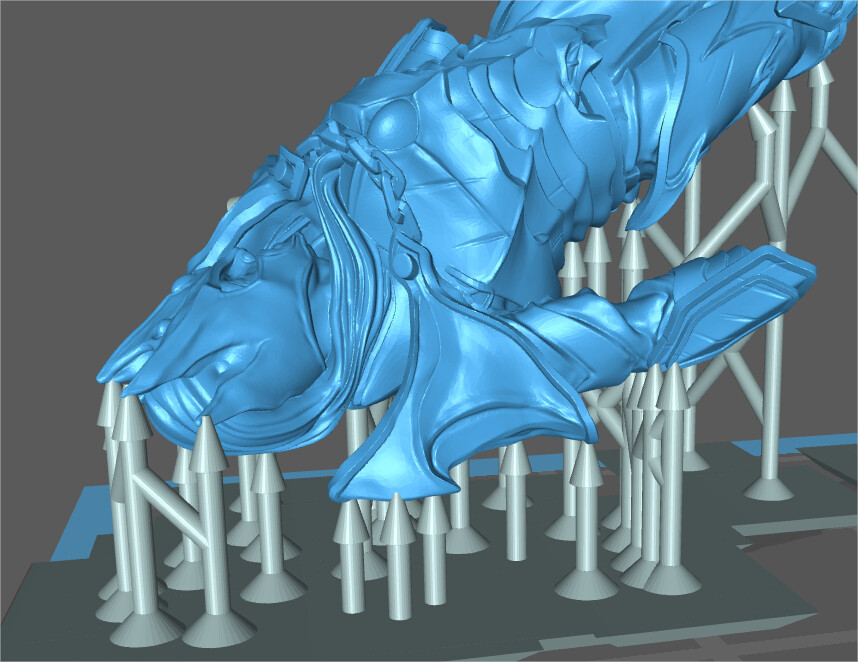
Les gueules de monstre : Avec des dents enormes, en ce moment, je le met à la perpendiculaire du plateau afin de ne pas avoir à retravailler les dents qui sont un endroit difficile à tailler:
#Topic les socles : C’est comme dans la peinture, les socles nous paraisses secondaire mais si ils sont « raté », on ne vois plus que ça. Avec nos jeux de figurines, on parle generalement des dimensions longueur*largeur et on « oubli » la hauteur. Et pourtant, les socles ont souvent des hauteurs bien à eux. Essayer de le garder en mémoire que vous allez les redimensionner. Vous pouvez également « ajuster » la taille de vos figurine en augmentant legerement la taille du socle. Une figurine 32mm peu facilement devenir une 35mm et rejoindre les standart GW.
Autre point important, le socle change le point de gravité de la figurine vers le bas et la rend plus stable. Donc, plus celui-ci est lourd, plus votre figurine sera stable. Dans la mesure du possible, ne l’évidez pas.
Et pour ceux qui aimante leur socles, je n’ai pas encore trouvé de logiciel de slicing permettant de faire de petit trou. Il faudra passer par un soft de modification3D.
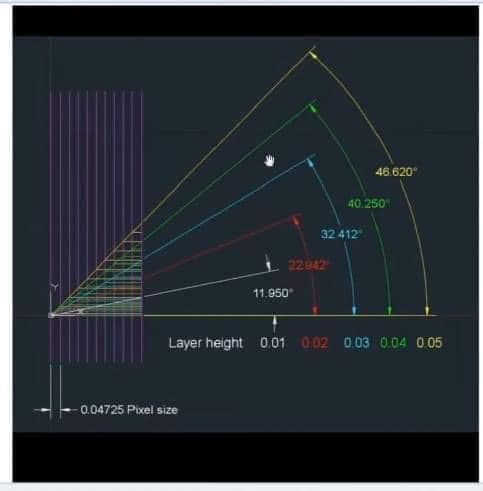
J’ai trouvé une règle de l’inclinaison (sans pouvoir verifier son utilité dans mon utilisation quotidienne) qui, pour la taille de chaque pixel de votre ecran et la hauteur de vos couches donnes l’inclinaison optimale:
- Calcul du Slicing et creation du fichier .photons
Une fois que votre fichier .photons, il suffit de le mettre sur une clé USB et de brancher celle-ci sur votre imprimante. Si le bac à résine est plein, vous pouvez lancer le print.
Le Post traitement
Le post traitement se déroule en 3 phases: Le nettoyage de la résine (en generale, avec de l’alcool), puis l’ébarbage des supports d’impression puis une petite séance d’UV (que l’on appelera cuisson).
On pourra également nettoyer le plateau d’impression et de temps en temps, le bac à résine liquide (surtout si l’impression précédente à foirée et qu’il y a de la résine solide dans le bac, voir pire, collé sur le FEP)
Une video de notre Eskice miniature est plus simple qu’un long discours:

Une fois que l’impression est finis, vous pouvez devisser le plateau d’impression pour aller vers votre endroit de nettoyage.
Pour les plus aisés, il y a des « cuves » de nettoyage qui sont disponible et qui font le travail tout seul (chercher Wash & Cure Machine resin print anycubic)

Choix du produit de nettoyage : Les fabriquants recommandes d’utiliser de l’alcool isopropylique pour nettoyer leur résine. Effectivement, cela fonctionne bien mais les prix ont explosé (De 4euros le litre à 20euros en ce moment) avec le Covid et la pénurie de gel hydroalcoolic.
Actuellement, j’utilise de l’alcool à bruler (comme pour les barbecues) à 2euros le litres et cela marche tout aussi bien (mais l’odeur est un peu plus forte). J’ai testé le nettoyage à l’alcool ménager, au vinaigres blanc, au CIF mais cela n’a pas réussis à bien nettoyer la résine 
Il existe de la résine nettoyage à l’eau, produit par Elegoo.

Tips nettoyage:
- Attention, celui ci doit etre à l’abris des UV. En traversant mon jardin par un grand soleil, en 30seconde, des goutes de résine ont pu réussir à se polymériser sur ma pièce et mon plateau que j’amener au nettoyage. (en gros, vous pouvez placer un tissu opaque entre les deplacement si vous passez sous le soleil).
- l’alcool se change quand il y a 20% de resine dans le bac. Actuellement, je frotte la pièce avec un essui tout pour retirer le surplus avant de le plonger dans le bain. Je ‹ frottre › égaleemnt avec un pinceau l’ensemble de la surface de la fig.
- on m’a donnée une astuce pour « recycler » son alcool est, qu’une fois qu’il est saturé de résine, le passer sous bain d’UV, pour que la résine polymérise à l’intérieur. Puis on peut la recupérer avec l’aide d’un filtre/entonnoir dans ce [genre] (https://www.amazon.fr/gp/product/B081C8VBVH/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1)
En le testant, j’ai perdu l’intégralité de mon bac.
*Dois je changer ma résine entre chaque utilisation? Sauf avis contraire sur la notice de votre résine cela n’est pas necessaire. J’ai vu des gens attendre 3 semaines entre deux utilisations, il faut bien faire attention à ce que la lumière n’entre pas dans le bac et se proteger au maximum des poussières. Attention, il est conseillé d’utiliser les résine entre 25 et 30 degrès. Il faudra surement se méfier du garage en hiver.

Tips Ebarbage:
- Avoir bien rincer sa pièce dans l’eau après son bain d’alcool isopropylique

- Le grand secret d’un ébarbage bien fait, c’est d’avoir bien Slicé la pièce durant sa conception. Avoir une tige qui arrive en plein dans un nez, un oeil ou une oreille d’Elfe, c’est toujours un peu plus délicats qu’une partie plane.
- Outre la pince coupante ou le couteau de modélisme, vous pouvez passer un coup très léger de ponçage pour faire sauter rapidement vos supports. Une dremmel ou un outil équivalent pourra, parfois, vous faire gagner un peu de temps.
Tips Cuisson UV
- Si vous utilisez un outils de manucure, vous pouvez recouvrir le dessous de l’appareil d’aluminium afin de renvoyer la lumière depuis le bas.
Voila, votre figurine est prête pour sa sous couche
Une liste des impressions possible pour le médiéval fantasy
[En cours d’écriture]






 Dur de résister. La saturn annonce à 600€ aille
Dur de résister. La saturn annonce à 600€ aille