Il faut aussi garder en mémoire que les gros.editeurs rendent leur figurines obsolète. Les fig games de 20ans ne sont plus vraiment jouer aujourd’hui. On remplace les SM par du primaris, les armées évoluent etc…
Les jeux aussi avec la disparition de certaines échelles comme le 10mm
Même les.decors changes d échelle.
Bonjour à tous,
Pour ceux qui ne m’ont jamais vu par ici, je suis un peintre amateur, père de famille, joueur avide et adepte de l’impression 3D.
J’ai 3 imprimantes FDM (deux Anycubic i3 Mega et une Dagoma DiscoEasy200 – qui ne tourne plus) ainsi qu’une imprimante LCD Longer Orange 30 (équivalente à une Anycubic Photon S ou une Elegoo Mars).
Pour tous ceux qui hésiteraient encore aujourd’hui à passer à une imprimante résine (et qui n’ont donc pas encore franchi le pas…), je ne saurais que trop recommander d’acheter une imprimante avec un écran monochrome. En effet, un écran monochrome permet des impressions nettement plus rapide (jusqu’à un facteur 10, mais plutôt un facteur 4-6 de façon plus réaliste) et a également une durée de vie plus importante que les écrans LCD « classiques ».
Et l’écran faisant partie des consommables de ce type d’imprimante, sa durée de vie doit être prise en compte.
Pour information, sur une Mars/Photon S/Orange 30, à 0.05mm d’épaisseur, il n’est pas rare de devoir exposer chaque couche à 9-12s sur un écran classique, et 3-5s sur un monochrome.
La taille de la platine d’impression est aussi à prendre en compte : le film plastique (« FEP »), subira plus de tension sur un grand plateau (la résine colle au milieu, le film commence à se décoller par les coins, donc plus grande est la surface, plus grande est la tension subie au centre du film).
Et comme le FEP est aussi un consommable, il faudra bien l’entretenir (éviter les rayures, le masser par l’opposé pour décoller les flaques collées, etc).
Par contre, contrairement à l’impression FDM, l’avantage d’une imprimante résine est que chaque couche est « instantanée », donc imprimer une figurine au milieu de sa platine demande autant de temps global que de charger le plateau à fond…
Concernant le traitement des impressions, même pour les résines lavables à l’eau, l’idéal est un double nettoyage à l’alcool (isopropylique, à bruler ou dénaturé – ménager).
Premier nettoyage (conteneur 1) en sortie d’impression, trempage en eau très très chaude et suppression des supports et enfin un second bain (conteneur 2). Ensuite, pourquoi pas un dernier passage à l’eau et laisser les résidus alcooliques sécher (quelques minutes à quelques heures sur le bord de l’évier) avant de passer aux UV. Ce petit séchage évite les traces blanchâtres sur les impressions.
Suite à ces lavages, le conteneur 1 va rapidement se charger en résidus de résine et le conteneur 2 rester relativement propre. Quand le 1 est trop opaque, il faut soit faire sécher les résidus (UV) et les filtrer, soit recycler son contenu, et faire tourner (bac 2 devient bac 1 et rajout d’alcool dans bac 1 qui devient bac 2).
Pour les résines lavables à l’eau, elles seront plus fragiles (et ont même tendance à im/exploser pour les modèles évidés) lorsqu’elles sont lavées à l’eau. De plus, l’eau utilisée doit être recyclée de la même façon que l’alcool (à savoir déposée en déchetteries).
Je n’ai pas testé les résines à base de plante ou Bio, mais je ne suis pas certain de leur innocuité prétendue…
La dureté/durabilité de la résine dépend de plusieurs facteurs.
Le premier, sa composition bien entendu. Les résines de la marque Siraya sont réputées pour leur bonne tenue et, bien que récemment trouvables en France (Amazon…), sont chères (50€/L).
Les résines ABS-like (Elegoo) sont assez bien, mais restent fragiles lors d’une chute (mêmes 50cm – sur un sol dur, sur un tapis ça va…). Dans la même gamme(25€/L), les résines Longer sont bien aussi. Toutes deux sont plus solides que la Anycubic Rapid Resin.
Pour le meilleur des 2 mondes, il possible de mélanger de la Tenacious à une autre, un bon ratio semblant être 10% de Siraya Tenacious (et 90% de votre résine préférée donc).
Il semblerait également que Hero3D (de mémoire…) fait une résine qui permet de tordre une épée sans la casser…
Le second est le temps d’exposition aux UV, lors du post-traitement. Contrairement à ce que l’on pourrait penser, surexposer l’impression lors de cet ultime séchage est mauvais : une figurine trop exposée aux UV sera très fragile.
J’utilise une lampe UV pour ongles de 72W, et en général, 3 minutes par « face » suffisent.
Ce temps est à trouver et affiner, mais il convient pour tout : les petits modèles, les gros, les pleins ou les creux (on ne cherche à sécher que l’extérieur, l’intérieur ayant séché lors de l’impression).
Un dernier mot sur les temps d’exposition (lors de l’impression) : contrairement à certaines idées reçues, les temps indiqués sur les étiquettes des bouteilles de résine sont plus « marketing » qu’autre chose. Ils suffisent pour des impressions « grossières » mais peuvent être trop courts pour de la figurine (surtout pour les supports…).
Les gros créateurs de contenu 3D requièrent souvent la collaboration d’équipes de supports externes pour ajouter des supports à leurs modèles 3D. Ces supports sont souvent très fins et délicats et requièrent un temps d’exposition plus long que ce que l’on pourrait penser.
Il faut garder en mémoire qu’une sur-exposition donne un aspect « trop cuit » (fondu…) à une impression, mais bien moins qu’une sous-exposition ! Il est donc préférable de sur-exposer quitte à réduire le temps d’exposition après expérimentations.
Il existe 2 grosses équipes de « supports professionnels » actuellement : Greg Kourakos (3DPrintingPro) et 3DSS (Yessik et ses collègues). La seconde équipe demande un paramétrage plus fin pour obtenir de bons résultats.
L’idéal est d’imprimer la petite ville d’Ameralabs et d’essayer d’obtenir 4 rangées de petits piliers, avec 3-4 piliers visibles sur la dernière rangée.
Rappelez-vous qu’un temps d’exposition « prolongé » renforce les supports et un temps de « levage » lent (40mm/min) assure leur stabilité (ils tremblent – wobble – moins lorsque l’impression est retirée du FEP).
À titre d’info, sur de la résine Longer, Anycubic Rapid ou Elegoo ABS-Like (non translucide), je suis à 10s d’exposition pour 0.04mm.
J’espère avoir un peu aidé. Je suis dispo par MP ou ici si besoin.
10 « J'aime »
Merci pour ces explications assez précises 
Je suis en réflexion sur l’impression résine (j’ai que du FDM pour le moment et pas encore suffisamment de place pour une imprimante supplémentaire), et ces retours d’expérience sont très utiles 
1 « J'aime »
Allez, je vais encore me fendre d’un p’tit post pour préciser 2-3 choses (et je verrais s’il y a un thread « Modèles 3D » ou si j’en crée un…).
D’abord, parlons de l’odeur et des « fumées nocives ».
La résine à une odeur forte, qui dépend de sa composition. Dans tous les cas, dites-vous que ça pue quand même.
Je ne trouve pas cette odeur (de produit chimique hein, soyons clairs) inconvenante lors d’une impression, MAIS cela devient prenant et très désagréable lorsque la résine reste au repos dans le bac. Imprimante au sous-sol, résine au repos 48h, odeur jusqu’à l’étage, soit environ 6 mètres plus haut.
Je vous recommande un couvercle pour le bac (imprimé en PLA par exemple) ou de vider celui-ci (mais le faire à chaque fois, c’est chiant…).
La toxicité de la résine : oui, c’est toxique et il ne faut pas en boire ni s’en mettre dans les yeux. Maintenant, s’il vous arrive d’en toucher, bin ne mettez pas vos doigts à la bouche ni dans vos yeux et ça ira (sauf allergie, mais là…) ! Oui, il faut porter des gants, non le masque n’est pas « nécessaire », mais non, le contact avec la résine ne va pas vous donner sans délai un cancer de la peau ou le sida des ongles…
Vider son bac ou pas : franchement, cela dépend de vous… Avec un couvercle, il m’arrive de laisser de la résine 2 semaines dans le bac sans problème. Celle-ci commence à se séparer (un peu comme la peinture – médium, pigments, toussa) et il faut ensuite bien la mélanger (au doigt ganté, à la carte à jouer ou en jouant avec la position zéro de l’imprimante : je mets le plateau à zéro, je le monte d’un cm et je renouvelle à loisir) et refaire le niveau (tomber à cours de résine en cours d’impression, ça fait toujours chier…).
À noter également que la température idéale d’impression est une pièce à 24°C (oui, vous avez bien lu…). On peut tenter à moins, mais la résine n’aime pas le froid et il faudra bien la mélanger, ne pas la laisser trop reposer (même pas sur une impression de 28h par exemple…) et augmenter le temps d’exposition.
Pour faire mu-muse ou pour vraiment tenter des trucs avec des modèles 3D, je recommande Blender (gratuit et OpenSource). On peut également se servir de TinkerCAD, Fusion 360 (attention au changement de licence proche), FreeCAD, Sculptris, ZBrush (coûte un foie et un poumon), Rhino3D, Windows 3DBuilder, etc.
Pour le slicer (ou trancheur, beurk), Chitubox est le plus répandu et gratuit. Normalement, Cura ou encore Prusa Slicer peuvent servir, si vous avez les bons modèles d’imprimante.
Lychee commence à se faire une bonne réputation (gratuit – suffisant pour un usage courant – + fonctionnalités payantes).
Enfin, pour les modèles 3D (on parle de figurines ou de décors ici, pas de pièces mécaniques), il y a un choix énorme sur Thingiverse (souvent de qualité moindre), mais beaucoup des artistes sont sur Patreon (et par la suite sur MyMiniFactory, Gumroad, CGTrader ou autres).
L’utilisation de yeggi est conseillée pour trouver des modèles gratuits.
8 « J'aime »
Mouais… L’excuse de la place n’est pas vraiment valide : une imprimante résine prends beaucoup moins de place qu’une FDM (je parle des modèles courants, avec une platine de 12x7cm, pas des Saturn ou autre)… 
1 « J'aime »
Actuellement, je n’ai que le garage pour l’installer, et il n’y a clairement plus de place. C’est un garage à voiture sans voiture, mais blindé du sol au plafond. J’ai déjà du batailler pour installer ma Ender 3 donc une autre imprimante c’est dead. Mais on est en projet de construction, donc d’ici 1an environ, j’aurai de la place
3 « J'aime »
Chez nous on dit un garage Bordelais! 
@CycyX tu m’as paumé sur le temps d’exposition. pour illustrer le trop cuit, as tu une image?
Si j’ai bien compris la surexposition aide également à garantir les supports.
As tu un retour à faire entre l’impression d’un modéle « pré supporté » par le créatuer est un modèle à supporter soi même?
Alors, d’abord, parlons des supports…
Les supports pour impression résine sont des « tiges » (comme indiqué dans le post original, et contrairement au FDM où les supports sont plutôt des lignes ou des tours) de taille plus ou moins grosse (ce qui permet de soutenir un poids plus ou moins important), et surtout avec des pointes qui « pénètrent » dans le modèle (ce « détail » est important), assurant ainsi une adhésion entre le support lui-même et la partie soutenue.
Pour faire vite et plus ou moins efficace, la plupart des créateurs ou des « makers » utilisent la fonction « auto-support » de Prusa Slicer. Celle-ci donne d’assez bons résultats, pas géniaux, mais meilleurs que l’équivalent de Chitubox (au moins jusqu’à la version 1.6.x). Ils sont reconnaissables à leur structure en échafaudage typique, et, souvent, à leur « radeau » à bords perpendiculaires (une vraie plaie, qui se change en un clic lors de leur génération, donc pas quand vous recevez le truc tout fait).
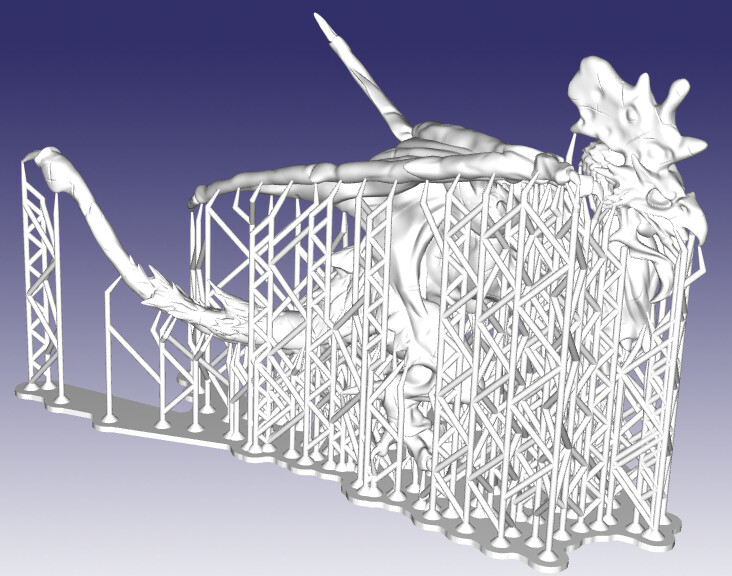
Ils font le job, mais sont en général plus délicats à retirer, car la pointe des supports est relativement épaisse et rentre assez loin dans le modèle pour que cela fasse un « trou » lors du retrait, avec parfois un aspect « grêlé » (en cas d’excès de zèle et de supports multiples) :
Il faudra donc être plus patient lors du retrait des supports (X-Acto à la rescousse !!) et ne pas hésiter à poncer un peu.
Ensuite, les supports ajoutés « à la main » avec Chitubox et des paramètres raisonnables (genre Greg Kourakos) :
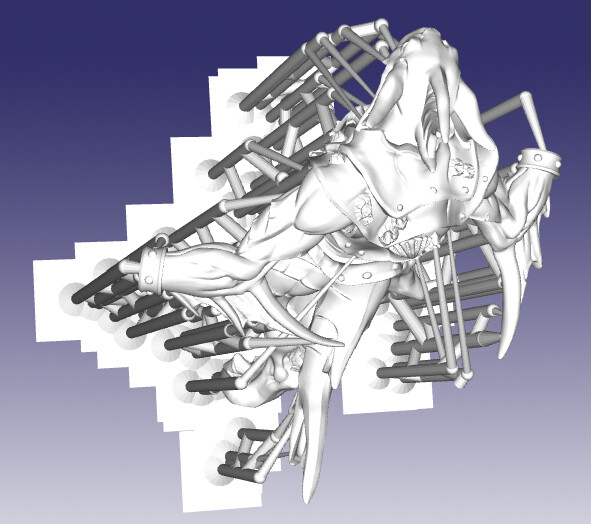
Ici, on peut remarquer la longueur et la finesse de certains supports. Ceux-ci sont donc plus difficiles à imprimer, car plus fragiles, mais sont bien plus simples à retirer (un coup d’eau chaude et zou).
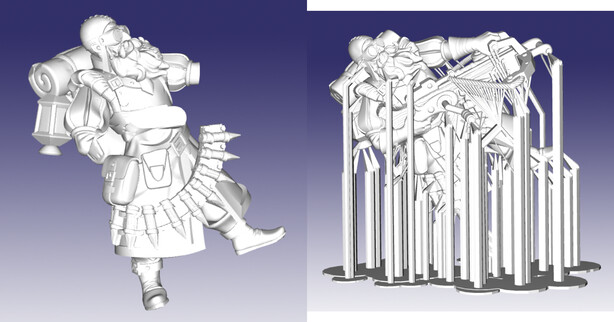
Enfin, les supports (automatiques, très bons, ou manuels) de Lychee (et 3DSS/Yessik) :
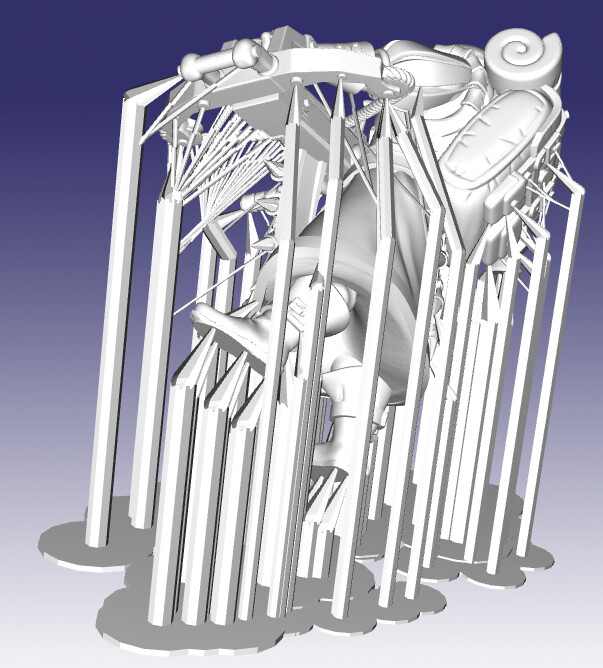
Là, les supports en « étoiles » et la finesse de ceux sur le sac à dos, par exemple, indiquent clairement qu’il faudra des paramètres aux petits oignons pour une impression réussie (à tel point que Titan-Forge propose maintenant des modèles « supportés professionnellement » et « supports faciles » tous les mois…).
Nous en arrivons donc au temps d’exposition…
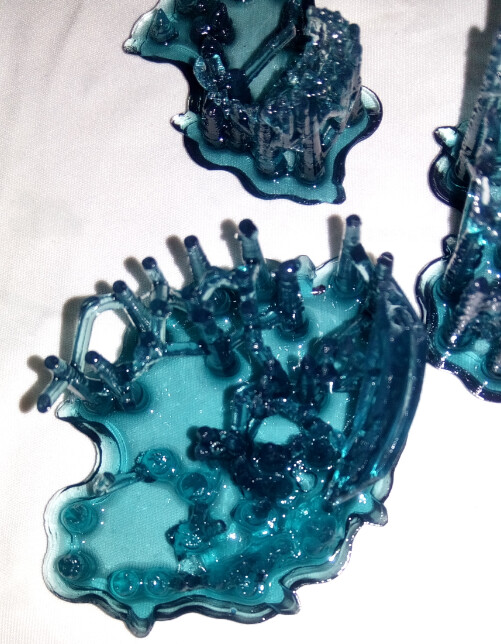
Oui, augmenter le temps d’exposition augmente la solidité des supports (et diminuer la vitesse de levage assure leur stabilité), mais cela risque également de poser des problèmes de sur-exposition :

Où est la limite ? Difficile à définir et propre à chaque imprimante (non, ma Longer Orange 30 ne se comporte pas exactement comme la votre…).
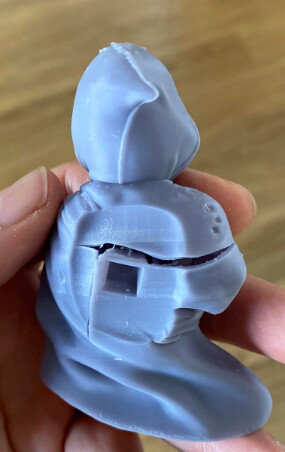
Une sous-exposition entraîne également un aspect fondu, mais également un manque d’adhésion entre le modèle et ses supports ou le modèle et la platine (et souvent une grosse flaque de résine solidifiée au fond du bac, bien collé sur le FEP):

L’idéal est de faire des tests avec la petite ville d’Ameralabs, mais ça peut vite devenir lassant d’imprimer ce truc inutile. D’autant que l’idéal est de recommencer toute la procédure à chaque changement de résine…
Mon conseil : trouvez un modèle sans support qui vous plaise (EC3D par exemple) et trouvez le temps d’impression idéal pour vous (compromis entre finesse des détails et temps d’impression). Pour une imprimante LCD « classique », genre Photon S/Mars/Orange 30 (pas une monochrome), je commence par ajouter 2-3s au temps indiqué sur la bouteille (indication pour 0.05mm et j’imprime en 0.04mm…) et je teste.
Une fois que vous avez ce qui vous plaît, ajoutez 2s au temps d’exposition trouvé et testez avec un modèle pré-supporté (à la Chitubox). Ensuite, à tâtons, essayez avec un modèle type Lychee.
Enfin, la principale différence entre un modèle « pré-supporté » et un modèle à supporter soi-même est le temps passé à ajouter ces supports… Il est plus simple de trouver des paramètres adéquats, de poser un (ou pleins) de modèle(s) pré-supporté(s) dans le slicer et de lancer l’impression que de devoir ajouter les supports pour chaque modèle désiré.
Je vous laisse imaginer le temps investi pour passer du modèle de gauche à celui de droite, surtout lorsqu’on débute…
Dans tous les cas, on ne se décourage pas, et on recommence. Si vous avez de la résine collée sur votre FEP, N’UTILISEZ PAS de lame pour la décoller (ni même un ongle, ganté ou non) !!!
Démontez le bac, videz-le, et massez gentiment le FEP de l’autre côté (depuis l’extérieur du bac donc) jusqu’à ce que la résine durcie se décolle un peu et à ce moment-là, retirez-la (là, il est permis d’utiliser un truc qui ressemble à une lame pour l’insérer dessous, en restant prudent).
Un FEP abîmé et/ou flou pourra continuer à servir (mais fera peut-être des trous dans les impressions, comme des pixels morts), mais un FEP percé doit être remplacé, au risque de voir de la résine fuir dans l’imprimante et ruiner un peu tout le bousin…
Mon conseil : à la fin d’une impression plus ou moins réussie, passez une carte à jouer (type jeu de 54 cartes reçu en cadeau chez Buffalo) en frottant le fond du bac, si vous rencontrez une résistance, vous avez un peu de résine collée au fond, il faut la retirer avant de relancer une impression.
5 « J'aime »
Tu dois déposer l’eau usée dans une déchetterie, tout comme ton vieux fond de peinture ou de vernis…
C’est toxique et ça doit être recyclé comme il faut.
Pour le masque, tu ne risque rien à ne pas en porter lors du nettoyage (à moins de t’amuser à te mettre de la résine dans le nez si tu ne portes pas de masque, mais là, tu aurais de toute façon un autre problème je pense !  ), quant aux gants… Même avec de la résine « toxique » assumée, il m’arrive de faire un p’tit nettoyage rapide sans gants. Alors oui, peut-être que dans 20 ans cela m’aura porté préjudice, mais ce n’est pas fait de façon courante et j’aurais bien d’autres problèmes de santé d’ici là !
), quant aux gants… Même avec de la résine « toxique » assumée, il m’arrive de faire un p’tit nettoyage rapide sans gants. Alors oui, peut-être que dans 20 ans cela m’aura porté préjudice, mais ce n’est pas fait de façon courante et j’aurais bien d’autres problèmes de santé d’ici là !
4 « J'aime »
Allez, un dernier point sur la pérennité de la résine, mon premier (et seul) conseil sera de sous-coucher ou vernir vos impressions : dans le cas contraire, l’exposition aux UV ambiantes continuera à affecter la résine (jusqu’à un certain point…).
Et si vous évidez vos impressions, pensez à faire des trous et à bien sécher l’intérieur ! En effet, si vous laissez de la résine dans le modèle, elle finira par dégager du gaz au fil du temps, et du gaz dans un récipient fermé, ça finit par exploser (ou fissurer)… Il faudra ensuite boucher les trous, mais vous savez faire (green stuff, milliput, etc)…
(hyper fréquent avec la résine lavable à l’eau lavée… à l’eau justement ! Moins si vous la lavez à l’alcool curieusement…)
8 « J'aime »
voilà voilà, j’ai récupéré chitubox.
Bon. c’est pas trop compliqué, mais ça demande quand même de la pratique.
J’ai récupéré quelques modèles pré supportés, histoire de m’inspirer.
question scaling, j’ai récupéré des modèles de bustes vraiment trop grands pour le plateau d’impression. le scaling auto est il fiable? j’ai testé en visu, j’ai comme un doute.
reste à bosser le paramétrage de l’exposition et du levage, j’y suis presque.
2 « J'aime »
La mise à l’échelle automatique ne fonctionne pas trop mal, mais uniquement dans la position choisie, donc attention à la rotation ou à l’élévation due aux supports…
Concernant ceux-ci, jette aussi un œil sur Lychee (si ton imprimante est supportée) : ses supports automatiques sont vraiment pas mal et il inclut un utilitaire de correction de STL (en cas d’erreurs non visibles par exemple).
Je ne peux pas trop t’aider pour l’exposition, sauf pour te dire de ne pas hésiter à commencer « haut ».
Pour le levage, 40mm/minutes est un bon début (pour la vitesse initiale). N’oublie pas jouer aussi avec la distance de levage (3-4mm en général)…
Merci pour tout ces conseils, même si je n’ai pas encore d’imprimante 3D, je suis dans le même cas que @Spin0us, j’attends de finir la rénovation du garage pour y poser ma grotte  et à ce moment…
et à ce moment…
1 « J'aime »
Premières impressions réalisées avec succès!
la résine est tout de même très fragile une fois polymérisée. je songe à ajouter une résine plus souple (faire un mélange) pour de futurs tirages. ce serait dommage de faire voler en éclats les plus grandes pièces à venir…
Mais, il faut encore bosser le temps d’exposition avant ça.
A 50 microns, les strates sont visibles à l’oeil nu sur la face « libre » (celle qui n’a pas de supports) de la figurine.
devrais je réduire l’épaisseur des slices? (je débute, je ne suis pas encore prêt probablement) ou peut on régler ça avec l’angle d’impression?
1 « J'aime »
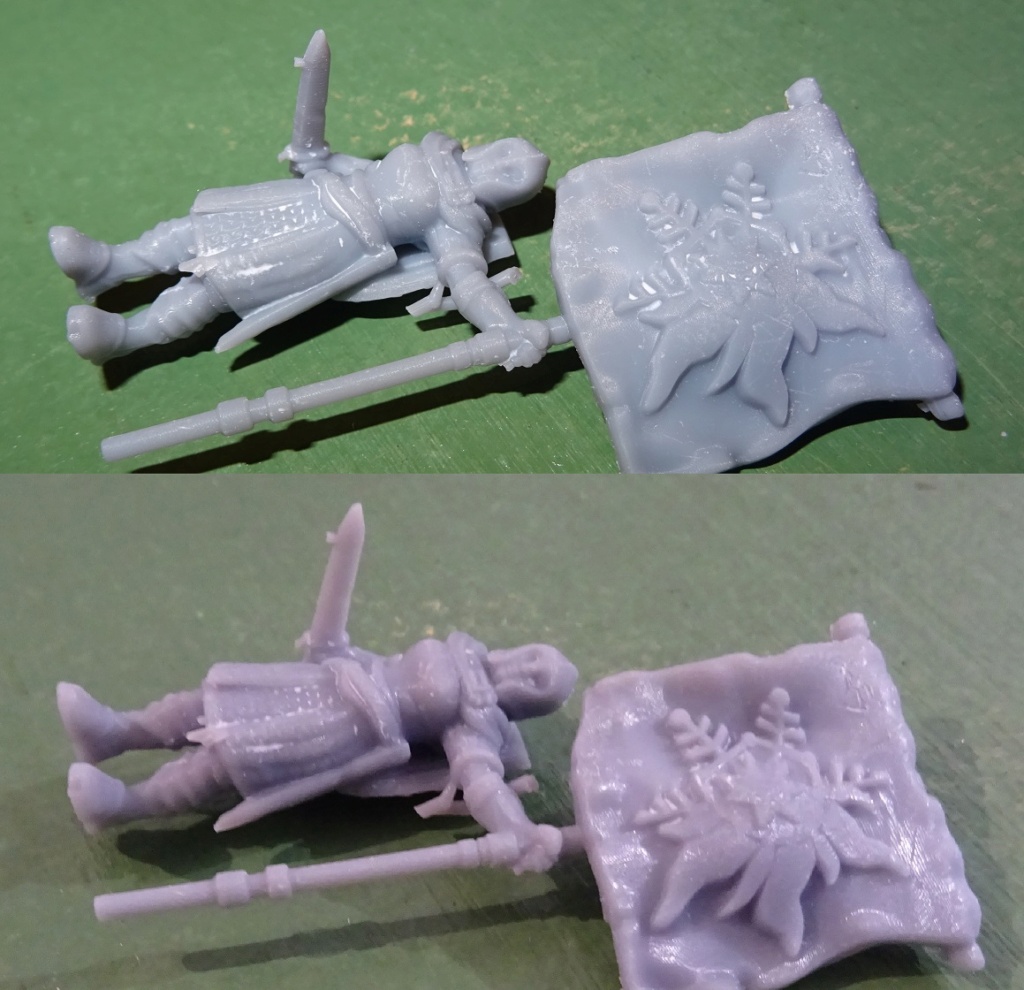
J’ai fais quelque image pour illustrer.
Le bon point, c’est que l’impression s’est faites sans mal. par contre, sur la « libre » (celle qui n’a pas de support), les layers sont visibles à l’oeil nu avec un réglage de 50 microns par couche. c’est d’autant plus curieux que le côté « pile » avec les support à l’air bien plus lisse.

Pour les faires disparaître doit on réduire l’épaisseur ou cela peut il se régler avec une variation de l’angle d’impression?
J’ai l’impression que l’étape de nettoyage à l’isoprop a aussi une influence non négligeable sur le rendu des « strates ». suis je sur la bonne piste?
la couche d’apprêt arrangera peut être les choses également!

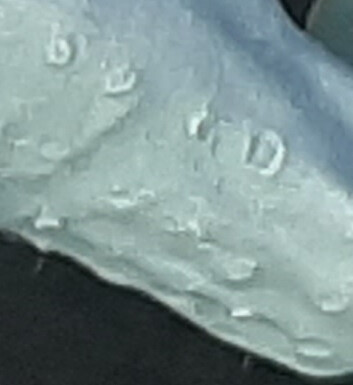
deuxième truc: petit déception sur la résine. ça casse comme du verre, du moins avec la résine elegoo « de base ». gare aux chutes (cf la queue de la panthere). gare au nettoyage/ébarbage aussi (cf le fessier de la dame…). l’ébarbage en particulier devient délicat. les « injection » on tendance à marquer le modéle. le polissage s’annonce indispensable et minutieux.
Je pense tenter un mélange de résines, avec une souple, pour augmenter la résistance à la manipulation.
Sinon, bonne première expérience dans l’ensemble.
9 « J'aime »
C’est cool de voir ta progression, ça me servira surement quand ça sera mon tour 
1 « J'aime »
Pareil, un jour lointain quand finalement je me déciderai à faire de la figs 
1 « J'aime »
Si tu te limites à la fig grise, tu peux directement te lancer
2 « J'aime »
En fait tu peux te lancer, il existe des résines de couleur…
C’est nickel pour jouer… en rouge les héros, en gris les streums, en bleu les PNJ,…
1 « J'aime »
Oui, à 50 microns, à certains endroits, les couches sont visibles.
Comme tu le penses, cela peut s’améliorer en jouant avec l’inclinaison du modèle. Ou en imprimant plus fin (comme je l’ai déjà dit, je suis satisfait du 40 microns : je trouve que c’est un bon compromis qualité/temps).
Non, le nettoyage ne change rien à la visibilité des couches. Au pire, tu nettoies mal et tu espères que les résidus d’alcool (les traces blanches sur tes figs) bouchent les trous… Mais tu perdras des détails.
Enfin, oui, la résine c’est fragiles. Pour tes soucis, avant de tenter des mélanges, essaye une résine ABS-like.
Et surtout, joue avec les paramètres des supports : la pénétration du support dans le modèle est paramétrable.
Et puis indique-nous les paramètres (aussi bien pour les supports que pour l’exposition) et le slicer utilisé (screenshots welcome!).
1 « J'aime »